
Макроэкономический тупик: реальный сектор под финансовым давлением
Современный этап развития отечественной индустрии характеризуется серьезным давлением со стороны внешних финансовых факторов. Затяжной период удержания высокой ключевой ставки рефинансирования привел к ситуации, которую многие называют инвестиционной паузой. Классические инструменты долгового финансирования, такие как коммерческие кредиты на развитие производства и долгосрочный лизинг, стали неподъемными для большинства предприятий реального сектора.
В условиях, когда плата за пользование заемными средствами превышает среднюю рентабельность обрабатывающих производств, привлечение внешнего капитала становится экономически нецелесообразным. Заводы ЖБИ, производители сухих строительных смесей, литейные, стекольные и дорожно-строительные компании столкнулись с острым дефицитом ликвидности. Оборотные средства вымываются со счетов, а необходимость обслуживания ранее взятых обязательств вынуждает руководство сокращать инвестиционные бюджеты.
Такая обстановка требует полной смены парадигмы управления. Экстенсивный путь развития, подразумевающий покупку готовых заводов и масштабных импортных линий под ключ за счет кредитных линий, полностью исчерпан. Единственным сценарием выживания и сохранения конкурентоспособности становится интенсивный подход. Промышленные предприятия вынуждены искать скрытые внутренние резервы, оптимизировать операционные издержки и проводить точечную модернизацию ключевых узлов, обладающих максимальным коэффициентом возврата вложений.
Скрытые резервы себестоимости: логистическая ловушка покупного сырья
Одним из наиболее емких каналов потерь для любого строительного или литейного производства традиционно является закупка сырья у сторонних узкоспециализированных поставщиков. В базовой структуре себестоимости сухих смесей или бетонных изделий затраты на заполнители, в частности кварцевый песок определенной фракции, составляют большую долю. Предприятия годами ориентировались на приобретение уже готового, высушенного и рассеянного материала, закладывая его высокую стоимость в цену конечной продукции.
Однако сегодня эта модель ведет бизнес в логистический тупик. Постоянный рост тарифов на грузовые автоперевозки, дефицит полувагонов на железнодорожных магистралях и удорожание услуг посредников кардинально меняют математику процесса. Привезенное из соседнего региона готовое сырье на входе на предприятие имеет кратную наценку, которая буквально съедает маржинальность завода. Зависимость от чужих логистических цепочек создает дополнительные риски срыва графиков непрерывной отгрузки готовой продукции.
Стратегия выживания диктует необходимость локализации технологических процессов. Прогрессивные компании отказываются от услуг посредников и переходят на самостоятельную подготовку инертных материалов непосредственно на своих производственных площадках. Покупка сырого, необработанного карьерного песка или отсевов дробления щебня обходится в разы дешевле. Организация собственного узла подготовки позволяет зафиксировать минимальную и прогнозируемую себестоимость, которая защищена от внешних рыночных колебаний.
Для создания такой независимой инфраструктуры на базе действующего предприятия требуется надежная технологическая основа. Инженерам необходимо внедрять передовые агрегаты, способные гарантировать стабильный фракционный состав сырья. В этой ситуации базовым элементом модернизации выступает барабанная сушилка для песка, которая позволяет запустить автономный цикл переработки и уйти от диктата внешних поставщиков наполнителей.
Физика массообмена: почему влажный песок блокирует автоматизацию производства
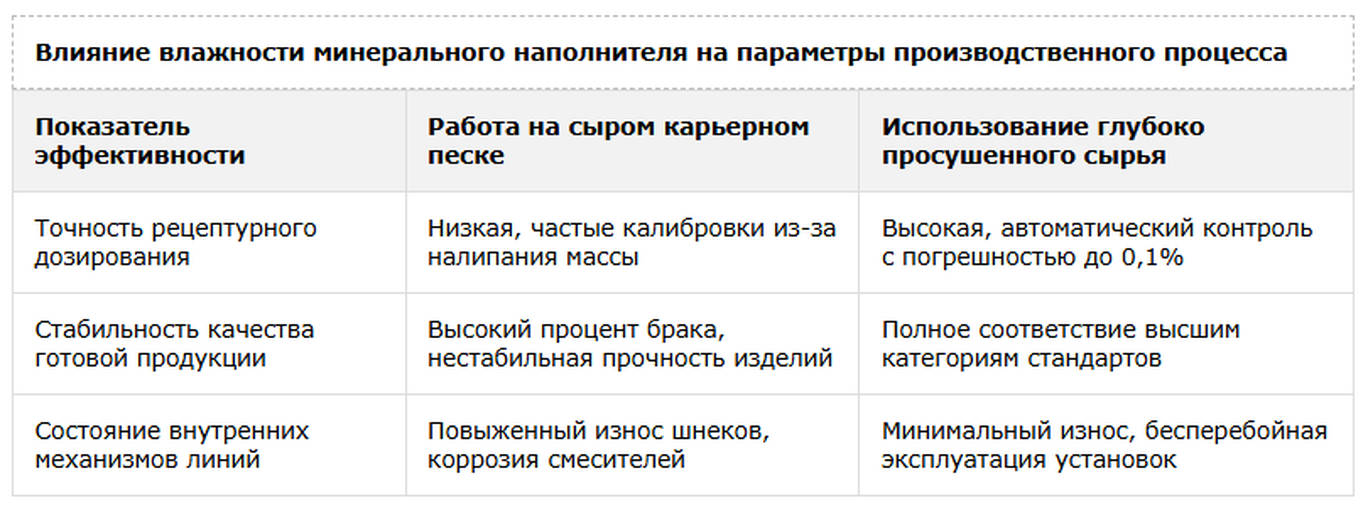
Попытки сэкономить за счет использования сырого карьерного материала без его предварительной глубокой подготовки неизбежно приводят к технологическим сбоям внутри цехов. Физические свойства влажного песка делают его абсолютно непригодным для современных автоматизированных линий. Избыточная влага, находящаяся в межзерновом пространстве, полностью меняет реологические характеристики массы.
Сырое сырье склонно к мгновенному комкованию, залипанию на стенках приемных бункеров и образованию глухих сводов в дозаторах. Это парализует работу шнековых транспортеров и приводит к системным сбоям весовых систем. Микропроцессорные тензодатчики, рассчитанные на свободное падение сухого дисперсного потока, начинают выдавать колоссальные погрешности, что полностью разрушает точность рецептурного дозирования компонентов.
Основные технологические риски при использовании влажного сырья:
- Нарушение водоцементного отношения:неконтролируемая вода в песке меняет прочностные характеристики бетонных смесей.
- Перерасход дорогостоящих вяжущих:для обволакивания комкующихся влажных зерен требуется значительно больше цемента, смол или полимеров.
- Катастрофическое падение морозостойкости:микропустоты, образующиеся из-за испарения излишков запертой влаги, становятся очагами разрушения изделий при заморозках.
- Невозможность качественного перемешивания:влажная масса не позволяет адгезионным добавкам равномерно распределиться по всему объему готового продукта.

Действующие государственные стандарты и требования рынка к качеству сухих строительных смесей задают жесткие рамки: остаточная влажность минерального наполнителя не должна превышать десятых долей процента. Только при достижении эталонных показателей сухости кварцевое зерно способно обеспечить максимальную площадь контакта и прочную молекулярную адгезию с вяжущей матрицей. Качественная сушка — это единственный способ превратить дешевый карьерный отсев в высоколиквидный промышленный компонент.
Таким образом, организация термической обработки сыпучих материалов становится не просто промежуточным технологическим этапом, а фундаментом всей экономической стабильности предприятия. Устранение влаги из производственного цикла открывает прямую дорогу к автоматизации, снижению брака и обретению полной сырьевой независимости в рамках общей стратегии модернизации.
Естественный отбор технологий: переход на энергоэффективные концепции
Развитие теплотехнического машиностроения в последние годы было подчинено одной цели — снижению удельного потребления топлива на тонну обрабатываемого материала. В условиях постоянного роста тарифов на природный газ и электроэнергию эксплуатация старых советских промышленных печей радиационного типа стала экономически невыгодной. Их низкий коэффициент полезного действия и тепловые потери через внешнюю обшивку делают готовую продукцию неконкурентоспособной по цене.
Современные сушильные установки типа конвективных систем базируются на передаче энергии от теплоносителя к влажному материалу при их непосредственном контакте. При проектировании таких комплексов инженеры выбирают между прямоточной и противоточной схемами движения потоков. В прямоточных системах сырье и газы движутся в одном направлении, что подходит для работы с термочувствительными материалами. Противоточный метод, при котором материал движется навстречу раскаленному воздушному потоку, обеспечивает максимальный температурный градиент и наименьшую остаточную влажность на выходе.
Для чистых производств, например, в стекольной промышленности, где недопустимо попадание продуктов сгорания топлива в готовую шихту, применяются тепловые агрегаты непрямого нагрева. В них воздушные массы нагреваются через специальную стенку камеры теплообменника. Однако для строительной, дорожной и литейной отраслей стандартом стали сушильные барабаны для сыпучих материалов прямого нагрева топочными газами. Шагом в этом направлении стало внедрение технологии интенсивной взвешенной завесы. Она позволяет удерживать частицы песка во взвешенном состоянии внутри теплового контура, увеличивая площадь контакта с факелом горелки в несколько раз и снижая расход топлива до минимума.
Конструкторский разбор: особенности промышленных барабанов

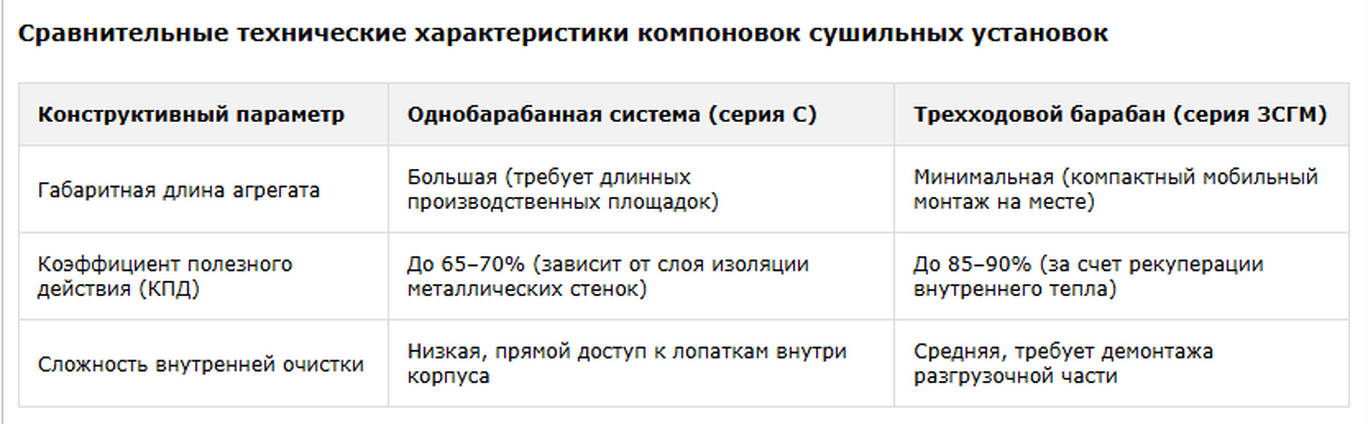
Главным рабочим органом современного сушильного комплекса является вращающийся цилиндр — обечайка. На рынке представлены различные модификации этих машин, но ключевым фактором выбора в условиях жесткого лимита производственных площадей стали одно-, двух- и трехбарабанные компоновки. Традиционный однобарабанный агрегат отличается простотой обслуживания и надежностью, но имеет большую длину. Двух- и трехходовые сушильные барабаны устроены по принципу телескопа: цилиндры вложены друг в друга. Это позволяет сократить габаритные размеры установки в три раза, а за счёт циркуляции газов внутри изолированных блоков избыточное тепло возвращается в процесс, минимизируя операционные затраты.
Внутреннее пространство барабана разделено на жесткие технологические зоны. На входе устанавливаются винтовые спиральные лопасти, которые подхватывают мокрую массу из загрузочной камеры и направляют ее вглубь. Далее монтируются распределительные и лопастные насадки различной формы. Их задача — непрерывно поднимать песок при вращении корпуса и сбрасывать его вниз под определенным углом в несколько градусов. Таким образом создается плотная и равномерная завеса из падающих зерен, сквозь которую движется горячий поток газов.
Особое внимание производители уделяют кинематической схеме привода. Вместо классических тяжелых чугунных бандажей и открытых венцовых шестерен, требующих постоянной смазки и подверженных быстрому абразивному износу, современный барабан сушильный промышленный монтируется на жесткие опорные ролики с прямым мотор-редукторным приводом. Использование полиуретановых или резиновых опорных колец в сочетании с преобразователями частоты гарантирует плавный пуск оборудования, исключает динамические удары на вал двигателя и снижает потребление электроэнергии.
Компоновки сушильных установок
Проектирование тракта аспирации: как не упустить прибыль в трубу
При сушке мелкодисперсных сыпучих материалов возникает инженерная проблема — унос ценного продукта вместе с отработанным воздушным потоком. Скорость движения газов внутри барабана рассчитывается таким образом, чтобы интенсифицировать испарение влаги, но при этом не допустить массового вылета мелкой фракции кварцевого зерна. На практике полностью избежать уноса невозможно, поэтому проектирование эффективной системы аспирации является обязательным условием рентабельности комплекса.
Для решения этой задачи применяется двухступенчатая схема очистки. Первая ступень — высокоэффективный осадительный циклон. Попадая в него, запыленный поток газов закручивается, центробежная сила прижимает крупные и средние частицы песка к стенкам, и они под собственным весом опускаются в нижний разгрузочный бункер. Циклоны обеспечивают улавливание до 85–90% сухого материала, который тут же возвращается в технологический процесс через шнековые или ленточные транспортеры.
Вторая ступень отвечает за экологическую безопасность и тонкую очистку от ультрадисперсной пыли. В качестве нее устанавливаются импульсные рукавные фильтры. Металлические конструкции фильтровального шкафа вмещают в себя десятки тканевых рукавов. Мощный воздушный вентилятор протягивает воздух через ткань, задерживая самые мелкие частицы угля, шлака или песка. Система автоматической регенерации сжатым воздухом сбрасывает уловленную массу обратно, обеспечивая замкнутый безотходный цикл переработки исходного сырья.
Цифровой мозг сушильного комплекса: автоматизация без человеческого фактора
Современный этап развития промышленного оборудования требует полного отказа от ручных методов контроля и настройки параметров тепловых агрегатов. В условиях, когда качество готового продукта напрямую зависит от стабильности температурного режима, управление всеми узлами линии берет на себя интеллектуальная система. Сердцем этой структуры является силовой шкаф, в котором установлены программируемые логические контроллеры и преобразователи частоты, регулирующие скорость работы приводных механизмов.
Цифровой контроль начинается на этапе подачи исходного сырья из загрузочной части. Датчики непрерывно измеряют влажность и массу поступающего песка, передавая данные в режиме реального времени. На основе этих параметров автоматическая система осуществляет динамическое регулирование и модуляцию пламени газовой или дизельной горелки. Если в сушильный барабан для сыпучих материалов поступает чрезмерно влажная масса, контроллер мгновенно увеличивает подачу топлива и воздуха в камеру сгорания, не допуская падения температуры уходящих газов и гарантируя стабильный результат на выходе.
Важнейшим элементом автоматизации является непрерывный мониторинг точек росы во всем тракте аспирации. Падение температуры внутри рукавного фильтра ниже определенного критического порога неизбежно приведет к выпадению конденсата. Влага, смешиваясь с ультрадисперсной пылью, мгновенно забьет поры тканевых фильтров, полностью парализовав работу вытяжного вентилятора. Цифровая система защиты исключает подобный аварийный режим, автоматически корректируя баланс теплоносителя и скорость прохождения газов через систему фильтрации.
Экономический калькулятор модернизации: расчеты OPEX и CAPEX
В условиях, когда высокая ключевая ставка делает заемный капитал труднодоступным, любое инвестиционное решение руководства завода должно иметь под собой жесткое технико-экономическое обоснование. Рассмотрим реальную экономику внедрения собственной линии сушки и фракционирования кварцевого песка для условного предприятия по производству сухих строительных смесей или изделий из бетона с годовым объемом потребления наполнителя в объеме тридцати тысяч тонн.
При покупке готового высушенного и рассеянного на фракции песка у сторонних компаний средняя цена за тонну сырья на входе на завод включает в себя маржу посредника и постоянно растущие логистические расходы. Переход на собственное обеспечение кардинально меняет структуру затрат. Закупка влажного карьерного отсева обходится дешевле. Главная задача — точно выполнить расчёт операционных расходов на термическую обработку каждой тонны материала собственными силами.
Структура операционных затрат (OPEX)
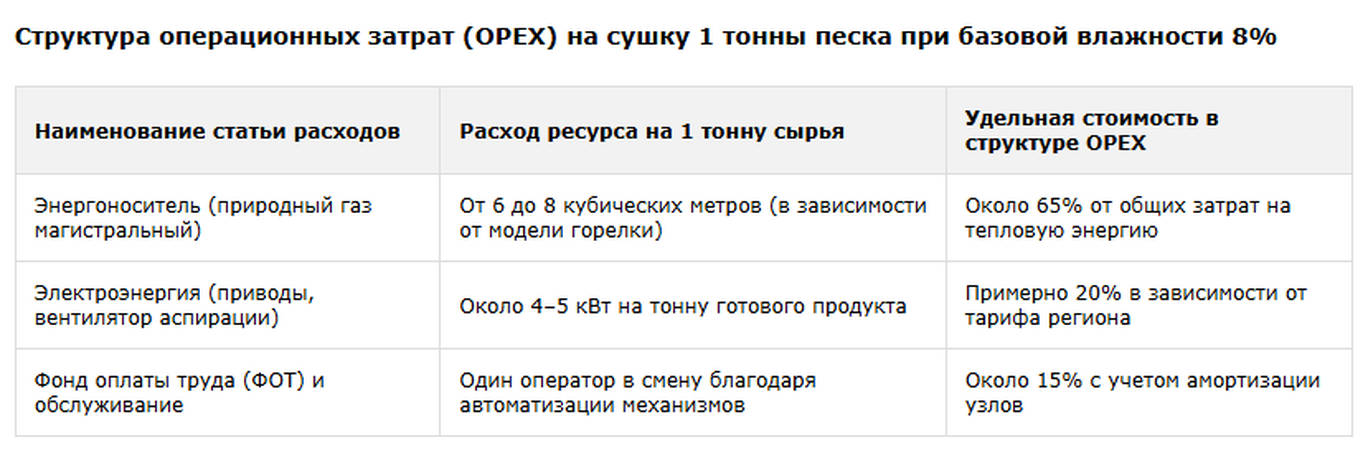
Математический расчёт показывает, что чистая экономия на каждой тонне самостоятельно подготовленного материала составляет существенную сумму. При годовом объеме производства в тридцать тысяч тонн общая выгода предприятия полностью перекрывает все капитальные затраты на проектирование, поставку оборудования, фундаментные работы и монтаж комплекса. В итоге точечные вложения в один высокоэффективный сушильный барабан окупают себя за несколько месяцев эксплуатации, полностью избавляя бизнес от сырьевой зависимости и необходимости привлечения дорогих коммерческих кредитов.
Частые вопросы по теме

В процессе проектирования узлов термической подготовки сыпучих материалов инженеры и руководители предприятий регулярно сталкиваются с рядом сложных технических дилемм. Ниже приведены развернутые ответы на самые распространенные вопросы из производственной практики.
Какая производительность сушильного барабана оптимальна для малого цеха сухих строительных смесей?
Для небольших локальных предприятий, выпускающих сухие строительные смеси, наиболее сбалансированным выбором являются установки с производительностью от 1 до 5 тонн готового продукта в час. Такое мини-оборудование обладает умеренными габаритными размерами и легко интегрируется в существующие производственные площади без необходимости капитальной перестройки цехов. Для крупных региональных заводов ЖБИ или автоматизированных бетонных линий непрерывного цикла целесообразно проектирование мощных комплексов, способных выдавать от 40 до 70 тонн просушенного сырья в час.
Какое топливо обеспечивает минимальную себестоимость сушки песка в РФ?
В текущих экономических реалиях лидером по критерию энергетической эффективности являются магистральные газовые линии. Их использование позволяет снизить удельные затраты на тепловую энергию до минимума. Однако в негазифицированных регионах или на мобильных строительных площадках заводы успешно используют комбинированные или дизельные горелки. В качестве альтернативы для малых предприятий также рассматриваются проекты внедрения пеллетных и твердотопливных теплогенераторов.
Можно ли использовать сушильный барабан для песка при работе со шлаком или глиной?
Роторные промышленные установки конвективного типа обладают высоким уровнем универсальности. Модификации современных сушилок позволяют без изменения базовой конструкции обечайки эффективно перерабатывать широкий спектр сыпучих материалов различной начальной влажности и дисперсности. Оборудование успешно справляется с сушкой доменного граншлака, золы, гипса, известняка, измельченной глины, рудных концентратов, а также отходов деревообработки — опилок и технологической щепы. Главное — правильно настроить температурный режим, воздушный поток и скорость вращения барабана в зависимости от физических свойств исходного сырья.
Каковы особенности сушки кварцевого песка для стекольной промышленности?
Стекольное производство предъявляет высокие требования к химической чистоте наполнителя. Главная задача здесь — полностью исключить попадание в массу окислов железа, которые могут окрасить стекло или нарушить его оптические свойства. Для таких задач внутренние стенки, распределительные лопасти и насадки сушильного барабана изготавливаются из высококачественных конструкционных нержавеющих сталей, а сам процесс сушки часто проектируется по схеме непрямого нагрева чистым горячим воздухом без контакта сырья с топочными газами.
В чем разница между прямоточной и противоточной схемами движения газов в барабане?
Разница заключается в векторе направления движения теплоносителя и обрабатываемой массы. В прямоточных системах мокрый песок и газы поступают с одной стороны барабана, что обеспечивает интенсивное испарение влаги на входе и исключает перегрев материала на выходе. В противоточных установках материал движется навстречу газовому потоку. Это позволяет максимально использовать тепловую энергию факела, обеспечивает наивысший КПД теплообмена и гарантирует минимально возможную остаточную влажность, что важно для дальнейшего перемешивания с цементом и полимерами.
Как защитить внутренние элементы барабана от катастрофического абразивного износа?
Постоянное движение многотонной массы жесткого кварцевого зерна создает высокую абразивную нагрузку на внутренние узлы. Для предотвращения преждевременного выхода агрегата из строя производители используют систему быстросъемных полковых насадок. Все элементы, контактирующие с материалом, выполняются из износостойких марганцовистых сталей. В зонах максимального трения устанавливается дополнительная сменная футеровка, что позволяет проводить точечный ремонт и обслуживание без необходимости замены всей стальной обечайки.
Какое сопутствующее оборудование необходимо для запуска узла сушки песка?
Полноценный автономный комплекс подготовки инертных материалов — это не просто вращающийся цилиндр, а разветвленная технологическая линия. В стандартную комплектацию узла входят бункеры-питатели для исходного сырья, ленточные конвейеры для подачи массы, вибрационные сита и грохоты для точного фракционирования высушенного продукта, а также фасовочные машины (для затаривания в биг-бэги или мешки) и силоса для временного хранения сухого запаса. Все эти механизмы связываются в единую цепь благодаря общей системе автоматизации.
Заключение: технологический суверенитет как стратегия победы в кризис
Подводя итоговый баланс, можно с уверенностью констатировать: затяжной период дорогого коммерческого кредита и жестких финансовых ограничений — это не повод для остановки отечественных промышленных предприятий. Напротив, сложившиеся макроэкономические условия стали мощнейшим стимулом для восстановления внутренней технологической эффективности. Победу в конкурентной борьбе одержат те заводы, которые откажутся от услуг дорогостоящих посредников, перейдут на местное доступное сырье и проведут глубокую автоматизацию базовых переделов производства.
В этом контексте ключевым фактором безопасности бизнеса становится правильный выбор инжинирингового партнера и машиностроительной базы. Опыт последних лет наглядно продемонстрировал всю уязвимость ориентации на импортные поставки. Отсутствие оригинальных запчастей, блокировка программного обеспечения и сбои в параллельной логистике способны парализовать любое предприятие в пик строительного сезона.
Переход на высокотехнологичные сушильные барабаны для сыпучих материалов от отечественных заводов-изготовителей полностью закрывает эти риски. Локализация машиностроительных мощностей внутри страны гарантирует оперативную поставку любых комплектующих, выезд сервисных инженеров и прогнозируемую стоимость обслуживания в рублях, которая надежно защищена от курсовых колебаний валют. Менеджер завода всегда готов предоставить актуальный прайс-лист по запросу клиентов.
По мнению специалистов Завода Дормаш, только системная ставка на отечественные инженерные решения, внедрение энергоэффективных конвективных технологий и точечная модернизация изношенных фондов позволят российским предприятиям не просто пережить период дорогой оборотной ликвидности, но и сформировать мощный фундамент для долгосрочного технологического суверенитета и лидерства на рынке строительных материалов.